
Digital transformation and data analytics in the process industries

The industrial world is changing, and it is driven by the application of digital technologies.
Fundamentally, digital transformation is about deriving value from digital data from various sources and assets along with algorithms to make insightful and well-informed decisions. But in the complex world of manufacturing, data doesn’t gets translated into value easily. In fact, most organisations struggle with it. Even more data is collected than can be analysed, leaving much of it untouched.
Until the process industries start thinking about better data integration and architecture, and using advanced big data analytics tools to process (unused) data, it will be difficult to extract maximum value from it.
The value of data and data analytics in smart manufacturing
Data is a key pillar of digital transformation, as every interaction in the digital world generates data. So, along with exponential increases in devices, connectivity and IT/OT convergence, there has been a corresponding increase in data volume along with new tools and mechanisms that have been created to analyse, visualise, and interpret this enormous volume of what some refer to as ‘big data’.

How can (big) data and data analytics help manufacturers?
Big data has been a common theme in the data and analytics arena for a while. Generally, it is a term that describes the large volume of data — both structured and unstructured — that inundates a business on a day-to-day basis. According to Gartner, big data is a greater variety of data that arrives in increasing volumes and with ever-higher velocity.
Data has the potential to make manufacturing smarter, through being data-driven rather than event-driven. In the operations and production functions of an industrial organisation, using data and digital technology for strategic problem-solving and business innovation is what is called ‘smart manufacturing’.
In contrast to traditional manufacturing, smart manufacturing uses internet-connected technology, such as wireless sensors and smart devices, to provide real-time data processing and analytics. This, in turn, allows for the near-immediate output of information, such as information on material availability and inventory, or predictive maintenance. The organisation can then use this data to improve its plant’s performance.
Unfortunately, manufacturers aren’t perfect: generally they use less than 5% of their plants’ operational data due to poor data management, legacy applications and static strategies. One way for them to derive meaningful insights from the other 95% of their data is to make better use of advanced big data analytics. Thanks to new predictive, preventive, or even prescriptive data modelling techniques from data science, new insights can be derived by combining data from IT and OT streams. It’s one of the reasons why even the most conservative manufacturers increasingly rely on data and analytics to provide actionable insights into how to improve their businesses’ operational effectiveness and new product development.
What insights do big data and advanced analytics provide?
There is a close relationship between the use of advanced analytics — meaning the computational use of statistics to understand a business’s data to make better (smarter) decisions — and a successful digital transformation.
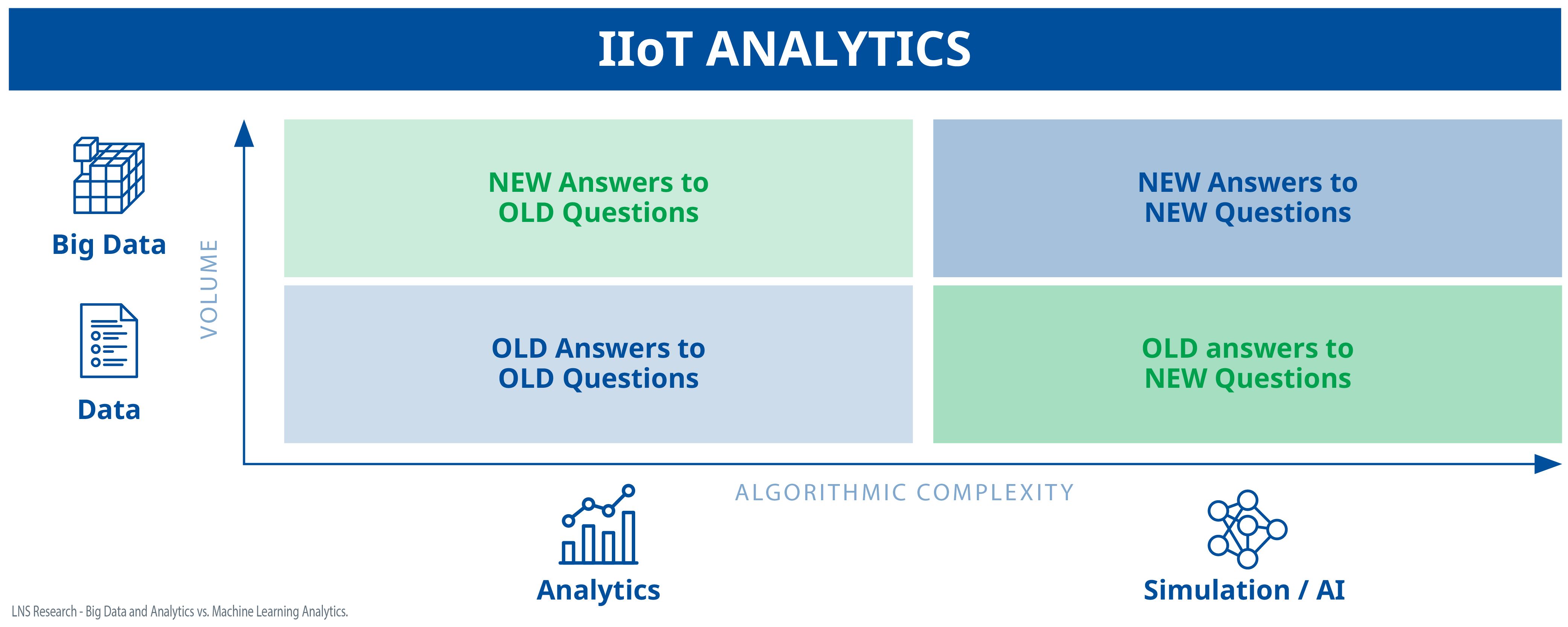
The use of data to enhance production and operations isn’t new; many manufacturers already use data or data analytics for industrial applications. However, they are often only providing old answers to old questions, such as how to reduce downtime by 4% in order to decrease costs by 2%.

True smart manufacturing with big data analytics will create new answers to new questions. Advanced analytics can even uncover new insights into the operation of their plants. They can gain insight into everything from major inventory management problems to a specific machine’s effectiveness. Incredibly, enterprises can use big data to uncover and solve hidden operational problems as well.
There are different data science strategies for utilising big data. Maybe the simplest form is called descriptive data analytics, used to understand changes in a business through the analysis of historical data. As a next step, diagnostic data analytics examines data to determine why specific events occur though root-cause analysis.
For maximum corporate benefit, process manufacturers can turn to business analytics insights from practices such as predictive data analytics — which determines data patterns to predict future outcomes — and prescriptive data analytics, which provides recommendations for the best next steps to drive desired results.
Key enabling technologies
Numerous technologies, such as Industrial Internet of Things (IIoT) devices, AI, machine learning, digital twins, 5G, robotics and cloud services can help process manufacturers sense and provide data to analyse in order to digitally transform their businesses. As process manufacturers move to combine information technology (IT) with operational technology (OT) to improve tools and techniques, the IIoT works to collect massive amounts of data from a plant’s industrial data sources and assets.

Businesses now need complex algorithms to help them interpret the big data they collect in their plants and use it to optimise value chains and improve product quality.
Examples of successful data analytics in manufacturing
Several studies have shown that organisations make the best decisions when armed with data and tools to gather insight:
- A 15–20% increase in ROI can be achieved by introducing big data to enterprises’ business analytics.
- According to research by Deloitte, high-performing organisations are 4–5 times more likely to have fully deployed advanced analytics and visualisation, 10 times more likely to have fully deployed RPA solutions, 12% more likely to have fully deployed predictive analytics capabilities, and are 18 times more likely to have fully deployed AI/cognitive capabilities.
- A research project conducted by Towards Data Science used data analytics to tweak the efficiency of air conditioning units in factories. In some cases, air conditioning accounts for some 50% of a building’s energy consumption and 10% of all global electricity usage. By measuring and analysing data from aircon units, a reinforcement learning algorithm was able to optimise their air conditioning for 25% energy savings across the board. Manufacturing data can be similarly analysed to uncover anomalies or inconsistencies that drive process refinement.
The role of data management and data architecture in digital transformation
Increasing data-driven operations in manufacturing also brings new challenges and requirements to data management and integration, and data architecture. The goal of data management is to collect, store and analyse information to ease the digital transition by organising both structured data and unstructured data to facilitate interpretation and assist in daily decision-making. But proper data management requires a sufficient data architecture in a manufacturing organisation, especially if that organisation pursues digital transformation. The right approach to data therefore captures the entire value-creation process, from data capture to value delivery, by way of various software applications and their augmented offerings.
The role of data management
Data management and orchestration services span the entire set of tools and frameworks that enable cataloguing, organising, managing and processing data for delivery to specific analytics applications. These services help analytical applications automate the different steps of data pipeline development from source to consumption. These include extract-transform-load operations, data transformations and data modelling to provide a fully abstracted but unified environment for delivering large volumes of data for individual analytics applications in the form they expect.
The roles of the data historians and data lakes
Through a plant’s operations, process and asset data are aggregated, cleaned and enriched. Most operations have accumulated years of time-series data in various states of completeness; however only a small portion is being used as a basis for operational decisions, one of the pillars of smart manufacturing. By processing, interpreting and applying business logic to the process and asset data, digital application and services are established.
Today’s historians and data lakes are being used to store ever-increasing amounts of data originating from a much wider variety of sources, including control and monitoring, laboratory information management, and asset management systems. They have the potential to translate this into actionable insights to implement and improve equipment diagnostics, maintenance, safety, alarms, production, performance and other process plant activities. However, if not managed well, most data lakes lack the essential features that prevent a data lake from turning into a ‘data swamp’. Historians are the critical point of integration between IT and OT, acting as an edge data collector to distribute consolidated OT information throughout the enterprise in various formats via company intranets, the Internet and the cloud.
The role of data architecture
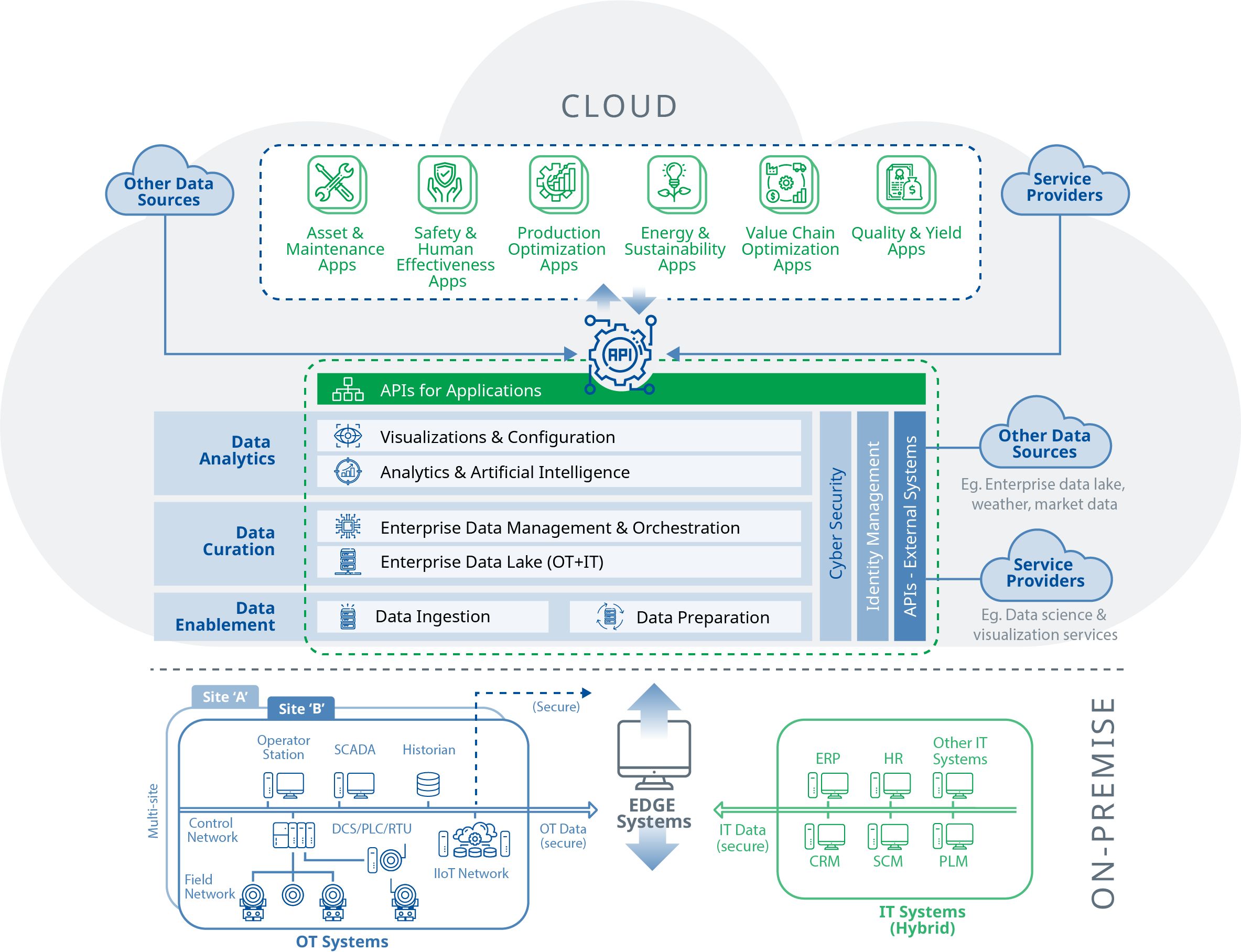
The design of a data- and platform-centric architecture is important. It manages data along its entire lifecycle from ingress to egress, and is architected around an established sequence of activities and processes around data, namely: data enablement (getting data into the system); data curation (transforming, storing and organising data so acquired); and data utilisation (consuming the raw, acquired or process data, in order to perform analytics and ML to derive insights), culminating in innovation.

Data architecture captures the tech stack and its interplay with existing systems and business processes. At the heart of this architecture there needs to be a digital platform that provides various reusable services and joins together the various components of digital solutions and applications. This platform is regarded as the operating system for the cloud or as middleware for digital applications. This platform provides application enablement and facilitates quick and effective delivery of software-as-a-service to end users.
The role of the cloud in data analytics and digital transformation
Cloud technology has practically eliminated the need for on-premise IT data centres, server co-location, and traditional in-house IT resources. Process manufacturers can program IIoT sensors and smart devices to send the data they collect to the cloud or a digital platform.
The cloud is already the infrastructure of choice for most business applications, especially outside the energy and chemical sector. However, it remains unexploited for most operational applications. The reason for this is that most valuable operational applications rely on a continuous feed of plant data, which means they can never be isolated from the plant in a way that, say, an HR performance management system or capital budgeting system can. This is partially addressed with ‘edge devices’ living in the ‘fog’ between the real world of the plant and the virtual world of the cloud to bridge the gap — but there is still a potential pathway for a ‘bad actor’ to reach the plant even through an edge device.
However, as manufacturers take digital transformation steps to make their business more efficient and even autonomous, many are looking for new technologies to consolidate IT and OT data. Typically, a cloud-based digital platform helps businesses more easily collect and analyse useful data.
Data, data applications and autonomous operations
In process industries, digital transformation and smart manufacturing are often seen as a journey towards autonomous operations. This manufacturing state can be defined as assets and operations that have human-like learning and adaptive capabilities that allow them to respond without operator interaction to situations within a secure bounded domain: situations that were not pre-programmed or anticipated in the design.
An autonomous plant or manufacturing enterprise will require sensing and digital infrastructure that spans the entire operation and integrates data, smart devices at the edge, bulletproof hardware and software to deliver the required level of flexibility, adaptability and resilience. New technologies such as autonomous robots, additive manufacturing, artificial intelligence (AI), machine learning, augmented reality and 5G will allow for the required increased levels of automation, remote and unmanned operations. Putting humans out of harm’s way, a facility might entirely automate operations, maintenance and incident management.
The role of industrial applications in realising industrial autonomy
Obviously, smart applications or solutions play an important role in the journey towards industrial autonomy. Simply put, applications are software programs built to solve specific business problems, such as asset management, production optimisation, or health and safety. They are enabled by big data analytics and built on digital cloud platforms, using services such as data, enterprise data management and orchestration, and logic builders and visualisation available from the platform. Platform plumbing encourages applications to connect with each other and securely exchange or reuse data as needed. Once available on the platform, data can be reused by other applications, thereby eliminating data duplication throughout the lifecycle.

So, what is possible with today’s process and asset data? With the availability of application packages and open interfaces, virtually any kind of analysis of plant data is now possible. An OT data foundation is fundamental to your digitalisation ambitions. Data reconciliation, field mapping and normalisation are prerequisites for the effective use of analytics software and applications, such as advanced process control, real-time optimisation, simulation and AI.
Demystifying zero trust in OT
Implementing zero trust in OT environments requires a holistic approach that unites informed...
The important role of software engineering in industry
To keep up with increasing complexity, the programming practices used in industry need to be...
Calibration explained: principles, processes and modern reporting
Accurate calibration ensures reliable measurements, supports preventive maintenance, and...








{kind=link}
{kind=link}
{kind=link}