
Metal detection or X-ray inspection: what food processors should know
By Bob Ries, Lead Product Manager, Metal Detection and X-Ray Inspection, Thermo Fisher Scientific
Monday, 06 June, 2016

Consumer safety has always been a primary concern for food processors. With significant costs and penalties for non-compliance, processors will be relying, more than ever before, on the latest quality control methodologies and equipment to keep the food supply safe.
Although recalls due to Listeria, E. coli and Salmonella may be grabbing headlines, foreign object contamination is an equally important food safety issue — and an all-too-common occurrence.
Most raw foods and ingredients originate in a natural environment — a field, an orchard, a farm, etc. As the food is harvested, foreign objects such as stones or glass can end up commingled and transported into the processing plant. Additionally, objects found in manufacturing facilities — such as metal and plastic — can also find their way into the processing stream as the result of machinery or process failures. Lastly, fragments of bones, pits or shells that are removed during processing can end up hidden in the final products. These risks, and the costs associated with them, have led to more demanding detection policies worldwide.
Foreign object contamination detection continues to be top of mind for the vast majority of food processors, regardless of geographic location or product type. It is a critical part of an overall food safety program because threats can never be totally eliminated.
In addition to more stringent food safety policies, some retailers have also started to make product inspection demands on food processors — even refusing to do business with those not employing the latest technologies. The primary way to address this issue is to install sophisticated detection systems — such as X-ray — close to the end of the line augmenting a metal detection program upstream.
With these drivers currently in place, the objective of this article is to review the attributes of both metal detectors and X-ray systems and for which each is best suited — the technologies are frequently deployed at different points in the production process, which means it is not uncommon to find both on the same production line.
The challenge
Metal detection and X-ray inspection traditionally have been the first line of defence to identify the presence of foreign contaminants in food products before they have the chance to leave the processing plant.
For food quality professionals, process engineers and corporate food safety executives who decide which technology will best protect them from contaminants, choosing a detection system is typically based on three things: the optimum detection point, overall application capability and total cost/benefit.
However, even though detection technologies have been employed by food processors for decades, engineering and software improvements continue to set new standards. This has led to some confusion regarding which technology to employ and why.
The basics
In security applications, such as airport screening, metal detectors use radiofrequency signals to react to moving metal (such as coins in your pocket).
X-ray systems in medical or airport baggage screening applications produce density images (generated by ionising radiation) that are analysed by people for irregularities. The scanning and display techniques are different from food X-ray but the goal is the same — find things that are not as expected.
Deploying these technologies for food applications is more complex. The size and type of anomaly being detected is more challenging and the rapid speed in which the detection needs to take place makes the process more complex, utilising a computer system for analysis rather than a person. In fact, in many cases the real challenge isn’t finding the contaminant, it is ignoring the product, packaging or environment. False detections add up to big costs and high frustrations.
Metal detectors and X-ray systems for food applications must be very sensitive, easy to use, fully automatic, fast, extremely robust, reliable and cost-effective. This is a tall order for any automated system that must run for many years in a hot, wet factory and make reliable pass/fail decisions on literally millions of products.
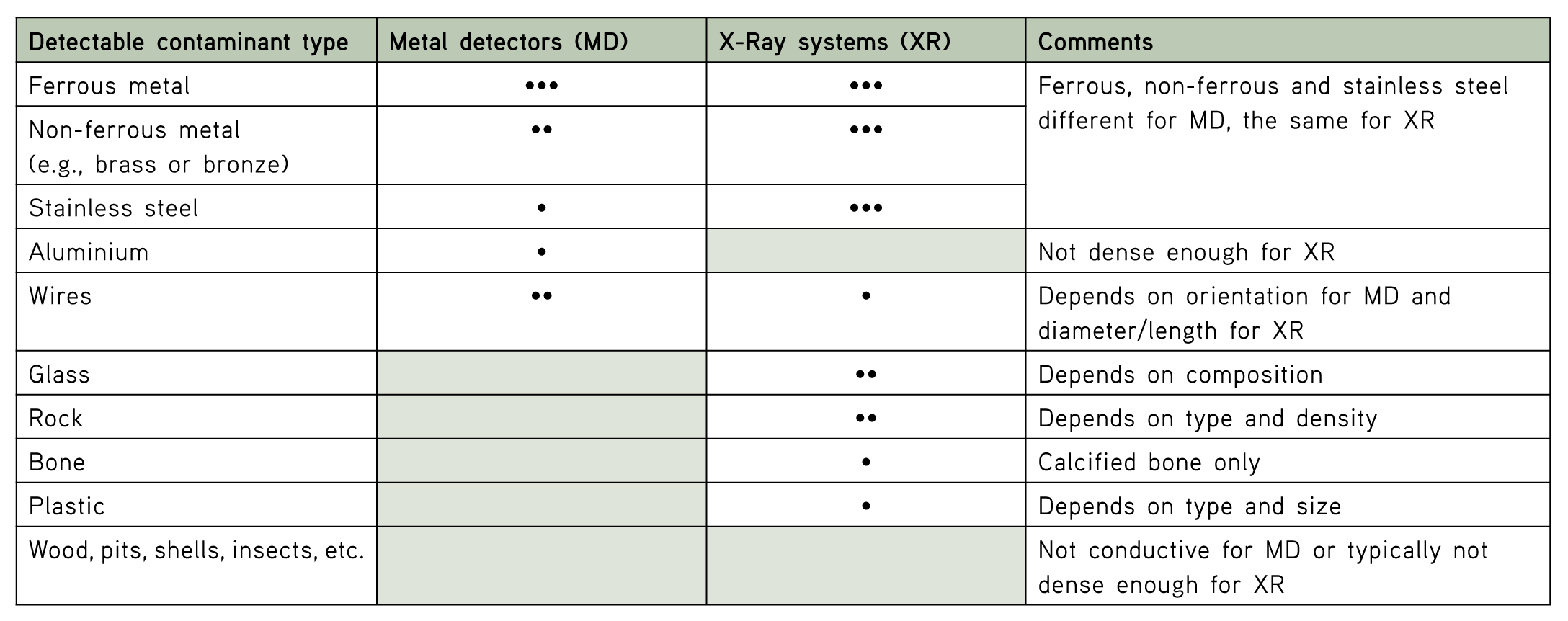
Foreign object detection performance is determined in three ways: detectable contaminant types, minimum contaminant size and probability of detection.
Table 1 shows a basic summary of detectable contaminant types by technology. Please note these are general guidelines. Situations can occur when contaminants can be missed, or conversely, find foreign objects you thought weren’t possible. The best practice prior to deployment is always to test many samples with different contaminants. This helps you understand how the product and contaminant react when in the detection system.

Minimum contaminant size depends on the system design/technology and the product effect (how much the food itself ‘looks like’ a contaminant to the system). Probability of detection means “what is the chance of missing a contaminant in real production with real products running at real speeds?” Typically, the larger the contaminant, the higher the probability of detection.
This fundamental trade-off is addressed by building in margin for error, setting periodic mandatory audits and performing preventive maintenance. Policies, procedures, training and discipline are the order of the day.
Selecting the detection point
Companies typically use hazard analysis critical control point (HACCP) methodology to manage their food safety. The first part of the process (HA) identifies which contaminants are most likely to occur. Next is the determination of the (CCP) — or in the case of contaminants, the best detection point. CCPs can occur in multiple places: at the beginning of the process; after cutting, sifting or mixing; immediately after a bag or box is filled; or at the end of the line.
Ideally, the goal is to find problems early in the process to reduce the cost of rework or scrap while still ensuring the final product is safe. Inspecting large cases immediately prior to shipment is not always the right decision.
The optimum detection point can influence which technology should be employed. Metal detectors can be installed almost anywhere, but their performance depends on the size of the aperture (hole) the product passes through. In general, they work best for bulk conveyed or piped product or products in small packages.
X-ray systems are dependent on product size too, but have greater sensitivity with large products than metal detectors. Due to the basic detector sensor scanning rate, X-ray systems are limited by speed. They are typically found closer to the end of the line. Because X-ray systems need a constant, known speed to construct images, they cannot be used in gravity flow applications, where metal detectors can.
Decision-making checklist
Before making a decision, answer these fundamental questions: What contaminants do you want to find and where do they come from? (See Table 2)

Given all the factors that affect application performance, the best way to select a technology and specific system is to run a test. Try everything to make the system fail. Strive for near 100% probability of detection with no false readings. Make sure you have enough detection margin so the system can run trouble-free for hours without false rejects or the need for calibration.
X-ray inspection guidelines
X-ray systems create greyscale images corresponding to density. To detect a contaminant in those images, the contaminant must have significant contrast compared to the product the contaminant is inside.
Table 3 shows some typical contaminant material densities compared to water (water density = 1.0) and their general detectability. The only way to definitively determine what can and cannot be detected (material and contaminant size) is to have an application specialist run a test.

Package material trends
The need to market products in packaging materials which cost-effectively enhance shelf life has led many brand owners to convert to metallised film or foil-based structures. These materials not only provide better oxygen, moisture and UV-light barriers, but also improve shelf presence.
However, metal-based structures are not compatible with metal detectors. On the other hand, X-ray systems have no problem seeing right through these packages and are able to detect very small contaminants inside. Packaging material trends will continue to be a critical factor in contamination detection choices.
Basic principles of X-ray operation
Figure 1 shows a simplified block diagram of a typical food X-ray inspection system. An X-ray beam is generated and passed through the product being inspected as it is conveyed through the system. A detector creates a line-by-line image of the product, which is sent to a computer for vision analysis. Before the product leaves the system, the computer makes a good/bad decision which automatically rejects contaminated product. Although there are many other possible configurations for X-ray systems, the fundamental operation is always the same. Products are scanned, analysed and passed or rejected.

By understanding the most important elements of an X-ray inspection system, users can easily and quickly deploy them in their factories. As with most technologies, there are a few key facts that need to be understood about X-ray inspection systems.
X-ray systems are safe
X-ray units meet or exceed safety standards such as the FDA Code of Federal Regulation 21 Part 1020.40 and the more stringent United Kingdom IRR 1999 limits, and they have a number of safety features engineered into their design — including door safety interlocks, radiation shielding curtains, emergency stops, lockable power and X-ray key switches and on-screen X-ray warnings.
Source and detector selection is critical
The X-ray beam should be wide enough to pass through all portions of the largest product. In general, thicker products need a higher voltage (kV) for ‘punch through’ whereas more current (mA) just brightens the image. Usually this aspect of the X-ray system must be determined by the system vendor during a product test. Without sufficient X-ray power, performance will suffer and false rejects will occur.
Detectors vary in pixel size (0.4 to 0.8 mm) and sensitivity to X-ray exposure. Smaller pixels are not always better though — they need more X-ray power and slower line speeds to assure a proper image is acquired.
A thorough product test is mandatory
X-ray performance is affected by product density and texture changes, line speed, contaminant type, position and density, as well as packaging variations and more. To get accurate results, five or more packages of each type should be tested, varying the contaminant type and its position. If possible, the product position inside the package and its position on the conveyor belt should also be varied.
Real-world performance should be expressed as probability of detection (POD). No detection system is perfect, so it is necessary to try to understand what is always detectable and what may or may not be.
Maintenance maximises system uptime
X-ray systems need to be properly maintained. Heat, friction and water are enemies, and preventive maintenance visits every six to 12 months by the manufacturer’s X-ray system technician are recommended.
Some X-ray components have limited lifetime
X-ray tubes have a filament and vacuum similar to that found in a light bulb. Typical internal temperature is 50°C, so overheating can limit their life, which is typically 10,000 hours, depending on power settings and on/off cycling. Additionally, detectors degrade from constant X-ray exposure, which is also dependent on power setting and use. Most vendors offer lower-cost refurbished replacement sources and detectors which can be easily changed out in less than 30 minutes.
Conclusion
Whether you choose metal detection or X-ray inspection, or both, make sure you fully educate yourself on use, operation and total projected costs. Also, make sure that you partner with a company that can support you through the life of your system.
From Dark Age to Imperial: what Age of Empires teaches us about instrumentation
Ultimately, performance is not defined by the sophistication of technology alone, but by how and...
Ensuring reliable level measurement in tanks with internal obstructions
High-frequency radar level transmitters with narrow beam angles can reduce the risk of...
Five common mistakes in industrial temperature monitoring
In industrial production, effective temperature and humidity monitoring is more than just...






")
{kind=link}
{kind=link}
{kind=link}